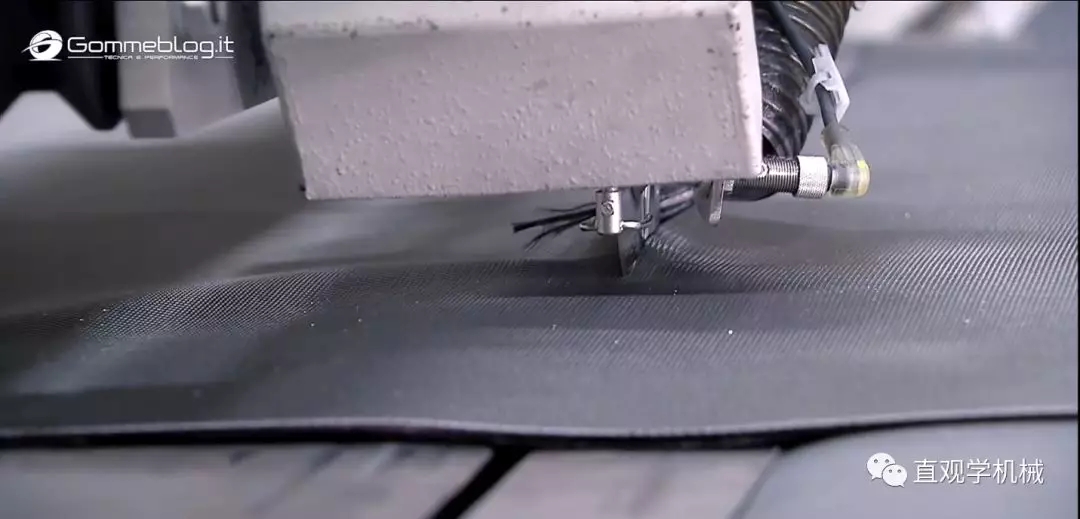
她,被称为贵族材料价格不菲,一寸千金她,是飙车党的利器,材料界的“黑马”,她就是碳纤维大家看到的就是碳纤维的生产线。

我国完全自主研发百吨级T1000碳纤维生产线
纤细如丝的碳纤维是如何制造出来的呢?制造出来的碳纤维又是怎样加工的呢?
1、裁切
预浸料(Prepreg)从零下18度的冷库中取出,经过醒料,第一步在自动裁切机按下料图进行精准裁切。

2、铺贴
第二步在铺贴工装上进行预浸料铺贴,根据设计要求铺贴不同层数,所有过程都在激光定位下进行的。

3、成型
通过自动化搬运机器人,将预成型料送至模压机上进行模压成型(PCM),华特目前能做到5-10分钟成型,拥有800-1000吨压机,可成型各类大型工件。
4、切割
成型后工件送至切割机器人工作站,进行第四步切割及去毛刺,确保工件尺寸精度,该过程亦可在CNC上操作。
5、清洗
第五步在清洗工位进行干冰清洗,去除脱模剂,便于后道涂胶工艺。
6、涂胶
第六步在涂胶机器人工位打结构胶,涂胶位,打胶速度和出胶量都经过精准调试。部分与金属件连接件采用铆接方式,在铆接工位进行。

7、装配检测
涂胶后完成内外板装配,待胶固化后进行蓝光检测,确保关键孔位、点、线、面的尺寸精度。
碳纤维比较难加工
碳纤维兼具碳材料强抗拉力和纤维柔软可加工性两大特征,碳纤维是一种的力学性能优异的新材料。
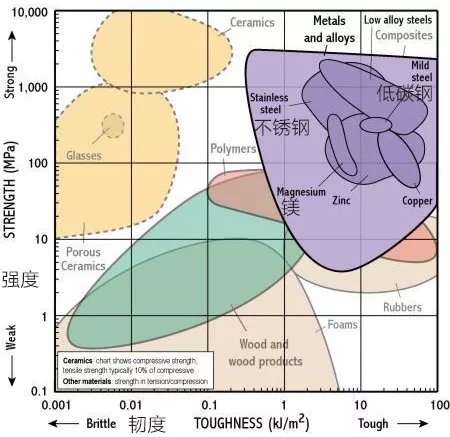
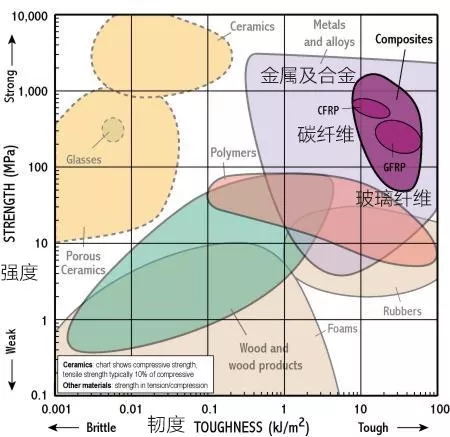
碳纤维 CFRP 的强度要明显高于玻璃纤维 GFRP
就拿碳纤维和我们常见的钢材来说,对比一下这两张图,碳纤维的强度在 400 到 800 兆帕左右,而普通钢材的强度为 200 到 500 兆帕。再来看韧性,碳纤维和钢材基本类似,没有明显的区别。
碳纤维具有更高的强度,更轻的重量,所以说碳纤维可以称为新材料之王。正因为这种优点,碳纤维增强复合材料(CFRP)在加工过程中,基体和纤维存在较为复杂的内部相互作用,使其物理特性与金属有较大区别,CFRP密度远小于金属,而强度大于绝大部分金属。因为 CFRP 的不均匀性,在加工过程中往往会出现纤维拉出或基质纤维的脱离;CFRP 具有较高的耐热性和耐磨性,使其在加工过程中对设备的要求较高,因此生产过程中产生大量切削热对设备磨损较为严重。
同时,其应用领域的不断扩展,要求也越来越细腻,对材料适用性做出要求,对CFRP 的质量要求也越来越苛刻,也致使加工成本上浮。
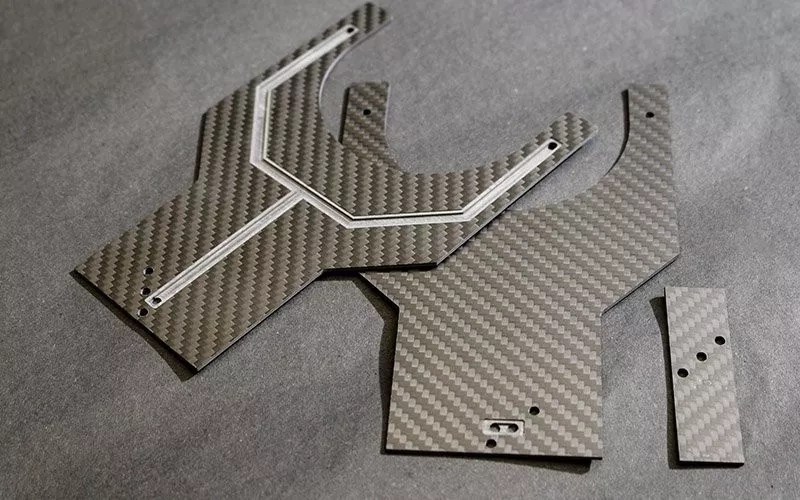
碳纤维板的加工
碳纤维板在固化成型后,为了精度要求或装配需要,还要进行切削、钻孔等后加工。在切削工艺参数、切割深度等相同条件下,选择不同材料、尺寸、形状的刀具和钻头,效果上有很大差异,与此同时,刀具和钻头的力度、方向、时间和温度等因素也会影响到加工的结果。
后加工过程中,尽量选择带金刚石涂层的锋利刀具和整体硬质合金的钻头,刀具和钻头本身的耐磨性决定了加工的质量和工具的使用寿命。如果刀具和钻头不够锋利或者使用不当,不仅会加速磨损,提高产品的加工成本,更会造成板材损伤,影响板材的形状、尺寸以及板材上孔、槽等加工部位尺寸的稳定性,严重时会造成材料出现层状撕裂,甚至是块状崩落,导致整块板材的报废。
在对碳纤维板材进行钻孔时,转速越快效果越好。钻头的选择上,PCD8面刃钻头独特的钻尖设计较适合碳纤维板材,能更好地穿透碳纤维板材,降低分层的风险性。
对较厚的碳纤维板材进行切割时,建议采用左、右螺旋刃设计的双刃压迫式铣刀,这种锋利的切削刃同时具有上切和下切的螺旋梢,切削时平衡刀具上下轴向力,确保将切削力合力指向材料的内侧,以获得稳定的切削条件,可抑制材料分层现象的产生。“菠萝刃”镂铣刀的上切、下切菱型刃设计也能有效切断碳纤维板材,其较深的排屑槽在切削加工过程中能够通过切屑的排出带走大量的切削热,避免损伤碳纤维板材的性能。
来源:直观学机械

